

联系我们

当前位置:
沧州 钢兴钢管
有限公司 >沈阳当地频道中心
直缝管无缝钢管专注产品质量与服务
更新时间:2025-03-12 01:08:36 浏览次数:27 公司名称:沧州 钢兴钢管 有限公司
以下是:直缝管无缝钢管专注产品质量与服务的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 53 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管无缝钢管专注产品质量与服务的图文视频


直缝管无缝钢管专注产品质量与服务,钢兴钢管
有限公司为您提供直缝管无缝钢管专注产品质量与服务,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,请联系钢兴钢管
有限公司,发货地:沧州风化店乡后枣园工业区发货到辽宁省 沈阳市 沈河区、大东区、皇姑区、铁西区、苏家屯区、东陵区、沈北新区、于洪区、辽中区、康平县、法库县、新民市。 辽宁省,沈阳市 沈阳市,古称盛京、奉天,辽宁省辖地级市、省会、副省级市、特大城市、沈阳都市圈核心城市,国务院批复确定的中国东北地区的中心城市、中国重要的工业基地和先进装备制造业基地。截至2022年,全市下辖10个区、2个县,代管1个县级市,总面积12860平方千米,年末全市常住人口914.7万。2022年,沈阳实现地区生产总值7695.8亿元,同比增长3.5%。
我们为您呈现了一部精彩绝伦的直缝管无缝钢管专注产品质量与服务产品视频,让您感受产品的独特之处。
以下是:直缝管无缝钢管专注产品质量与服务的图文介绍

埋弧直缝焊接钢管的自动超声探伤工艺流程及程控方案?
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。


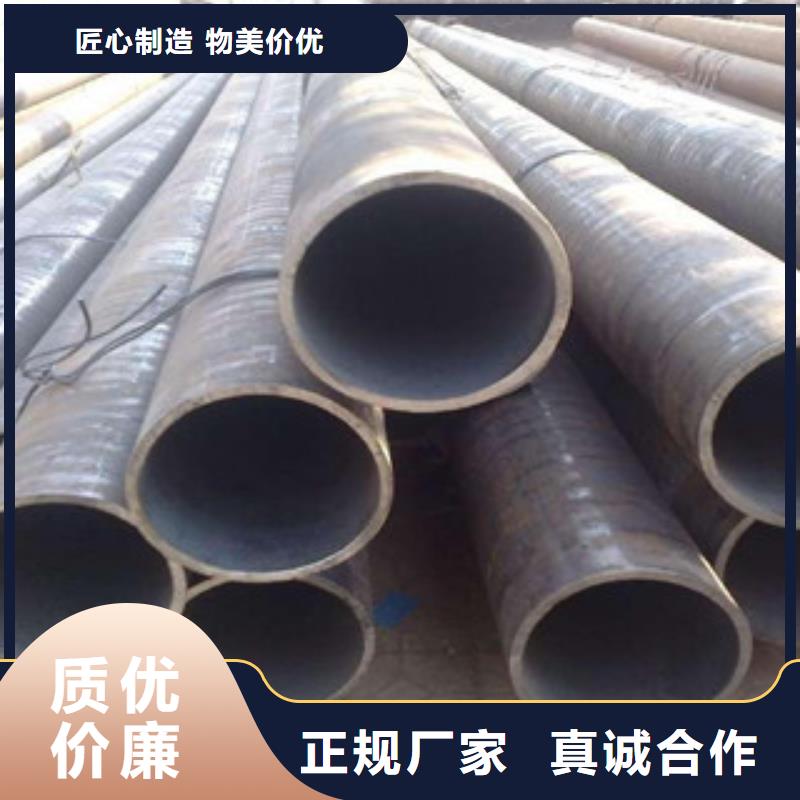
钢兴钢管 有限公司是【辽宁沈阳20G无缝钢管】产品专业生产加工的厂家,公司总部设在风化店乡后枣园工业区,钢兴钢管 有限公司拥有完整、科学的质量管理体系。钢兴钢管 有限公司的诚信、实力和【辽宁沈阳20G无缝钢管】产品质量获得业界的认可。欢迎各界朋友莅临我厂参观、指导和业务洽谈。



建设大直缝焊管生产线的原则应该是技术先进产品质量好、投资少、效益好、竞争力强。也就是说要采用世界上 工艺和设备,达到国际先进水平,生产出符合API标准的高质量管线用管,同时要降低投资和投资成本,提高企业的经济效益,增强竞争能九但是引进一大套直缝焊管机组,尤其是UOE机组设备费高达1亿多美元,因此降低设备费用是降低投资和投资成本的关键。这个问题可以采用大部分设备国内设计和制造,重要设备采用国外图纸,国内制造,或者采用合作设计,国内制造为主,引进少量的关键设备或零部件,实现大直缝焊管机组国内技术总成,设备国产化并在此基础上,消化创新,在以后的大直缝焊管机组建设中完全可以立足国内技术,国内设备,仅需进口个别单机这样才能使我国大直缝焊管技术赶上国际先进水平。


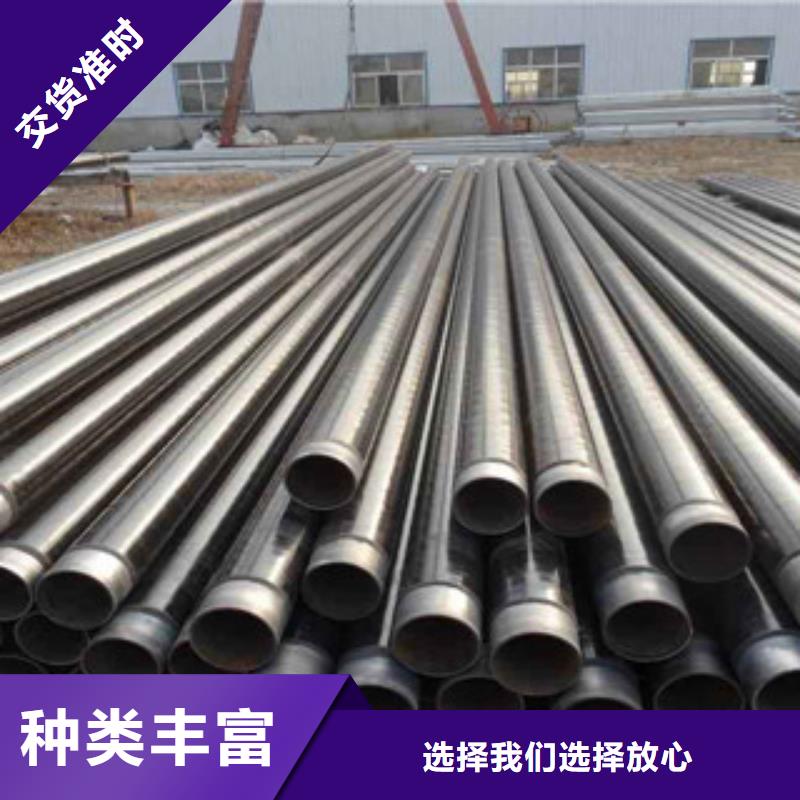
直缝管是指焊缝与钢管纵向平行的钢管。一般也称为直缝焊管或直缝钢管。直缝管是通过高频焊接机组将一定规格的长条形钢带卷制并采用直缝焊接而成。直缝管规格用公称口径表示,按壁厚可分为薄壁直缝管和厚壁直缝管两种。按形状可分为圆形、方形或异形管等。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。



直缝管无缝钢管专注产品质量与服务_钢兴钢管
有限公司,固定电话:13722727880,移动电话:0317-3061555,联系人:刘学成,QQ:133919903,风化店乡后枣园工业区 发货到 辽宁省沈阳市。